
နှစ်ဖက် Edge လိုင်းမြန်နှုန်းမြင့်စူပါဖန် finish ကို T ကိုလွှဲပြောင်းစားပွဲပေါ်မှာ
FH4225 SM2242GT + ZT4225 + SM2225GTS

ကွန်ပျူတာကိုထိန်းချုပ်ပါ

တိကျသော servo တိုင်းတာခြင်းစနစ်

width ကိုညှိနှိုင်းမှုစနစ်

အရည်အသွေးမြင့်အီလက်ထရောနစ်အစိတ်အပိုင်းများ

အဆုတ်ရောင် polishing စနစ်

Arris မော်တာ

မြင့်မားသောထိရောက်မှုလွှဲပြောင်းစားပွဲပေါ်မှာ

မြင့်မားသောထိရောက်မှုလွှဲပြောင်းစားပွဲပေါ်မှာ
စက်နိဒါန်း
ဖန်ခွက်တိုင်းတာခြင်းစားပွဲ
Drive ကိုစနစ်
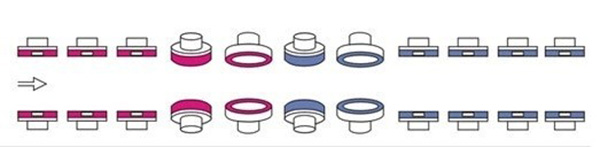
အဆိုပါပစ္စည်းကိရိယာများကိုပြုပြင်မွမ်းမံထားသောဖန်ခွက်ကိုလွှဲပြောင်း။ နေရာချထားရန်၊ ဖန်၏အရှည်၊ အကျယ်နှင့်အထူတို့၏တိကျသောတိုင်းတာမှုပြုလုပ်ရန်နှင့်ဒေတာများကို ထပ်မံ၍ ဖန်ထည်ပြုပြင်ခြင်းအတွက်နှစ်ဖက်စလုံးကြိတ်ခွဲစက်နှင့်အခြားပြုပြင်ထုတ်လုပ်သည့်စက်ပစ္စည်းများသို့ပို့သည်။
ဖန်ထည်တိုင်းတာခြင်းဇယားတွင်အောက်ပါအပိုင်း ၄ ပိုင်းပါဝင်သည်။
1. Positiong စားပွဲပေါ်မှာ
ရှေ့သို့မျက်နှာသို့ရွေ့လျားနေသောဖန်ခွက်ကို frequency converter နှင့်မောင်းနှင်သည် variable ကိုအကြိမ်ရေမော်တာ။ ဂီယာမြန်နှုန်းကိုချိန်ညှိနိုင်သည်။ အားဖြင့်တိကျသောတည်နေရာ အရည်အသွေးမြင့်အာရုံခံကိရိယာများ။ ဖန်ခွက်၏အရှည်၊ အကျယ်နှင့်အထူကိုသင့်လျော်သောနေရာချထားပြီးနောက်တိုင်းတာနိုင်သည်။
၂
ဖန်ခွက်အရှည်နှင့်အကျယ်၏အရွယ်အစားကိုအလွန်တိကျသောဂီယာ drive အာရုံခံကိရိယာဖြင့်တိုင်းတာသည် servo မော်တာအားဖြင့်မောင်းနှင်။ ဖန်ထု၏အထူအတိုင်းအတာကိုဆလင်ဒါဖြင့်မောင်းနှင်သောနိုင်လွန်ဘလောက်အားဖန်မျက်နှာပြင်ပေါ်တွင်ဖိအားနှင့်ဂီယာဖြင့်မောင်းနှင်သည့် encoder ဖြင့်တိုင်းတာသည်။ ဆလင်ဒါဖိအားကိုသီးခြားစီချိန်ညှိသည်။
၃။ လျှပ်စစ်ထိန်းချုပ်စနစ်
ECS တွင် Programmable Controller (PLC)၊ Touch Screen (HMI)၊ servo driver, servo motor, frequency converter, frequency convertor motor, sensor စသည်တို့ပါဝင်သည်။ HMI သည်လူ့ - ကွန်ပျူတာအပြန်အလှန်တာ ၀ န်ကိုပြီးစေသည်။
၄
software system သည်ဖန်ခွက်တိုင်းတာခြင်းဇယားမှအချက်အလက်များကိုအမှာစာနှင့်နှိုင်းယှဉ်ပြီးအနီးဆုံးဖန်အချက်အလက်နှင့်အလိုအလျောက်ကိုက်ညီသည်။ တစ်ချိန်တည်းမှာပင်ဖန်ခွက်ဒေတာများကိုနှစ်ဆအစွန်းကြိတ်စက်နှင့်အခြားစက်ကိရိယာများသို့ mode သို့မဟုတ် batch ထုတ်လုပ်ခြင်းသို့ပို့သည်။
Operating princple:
လက်ဖြင့်ဖြစ်စေအလိုအလျောက်ဖန်ခွက်တစ်ခုတည်းကိုဖန်တိုင်းတာခြင်းစားပွဲပေါ်သို့တင်ပါ။ ဖန်ခွက်တိုင်းတာသည့်စားပွဲပေါ်မှာသယ်ဆောင်ပါ၊ နေရာချ၊ မှန်၏အရှည်၊ အကျယ်နှင့်အထူ၏အတိုင်းအတာများကိုတိုင်းတာပါ။ တိုင်းတာထားသောဖန်အချက်အလက်များကိုစီမံခန့်ခွဲမှုစနစ်သို့အမိန့်ဒေတာနှင့်နှိုင်းယှဉ်ရန်ကူးယူပြီးနှစ်ဖက်စလုံးကြိတ်ခွဲစက်နှင့်အခြားဖန်ထည်လုပ်ငန်းများအတွက်အခြားပြုပြင်ထုတ်လုပ်သည့်စက်ပစ္စည်းများသို့ပို့သည်။ နောက်ဖန်ခွက်တစ်ခုအားဖန်ထည်တိုင်းတာသည့်စားပွဲပေါ်ထည့်ပြီးနောက်လည်ပတ်မှုလည်ပတ်မှုစတင်သည်။
၂။ မှန်ဘီလူးဖြောင့်တန်းလန်းသည့်နှစ်ဖက်စလုံး polishing စက်။
မော်ဒယ်အမှတ်။ : SM2242GT SM2225GTS
ဒီစက်ကိုတစ်ချိန်တည်းမှာဆန့်ကျင်ဘက်အစွန်း ၂ ခုကိုဆေးရန်အတွက်ဒီဇိုင်းပြုလုပ်ထားသည်။
က) ထိန်းချုပ်မှု
ဤစက်သည်ဂျပန် Mitsubishi PLC ထိန်းချုပ်မှုနှင့် ၁၀” အော်ပရေတာမျက်နှာပြင်ကိုအသုံးပြုသည်။ ဖန်မျက်နှာပြင်သည်ဖန်၏အသေးစိတ်တိုင်းတာမှုများကိုပြသသည်။ စက်တစ်ခုစီသည်ကိုယ်ပိုင်ကွန်ပျူတာဖြင့်ထိန်းချုပ်နိုင်သည်သို့မဟုတ်အဓိကကွန်ပျူတာမှထိန်းချုပ်နိုင်သည်။
အသုံးပြုသူ၏အခွင့်အရေးကို operator / repair / administrator အဖြစ် သတ်မှတ်၍ အမှားများကိုကာကွယ်နိုင်ရန်၊
ခ) မြင့်မားသောတိကျသောဂီယာ။
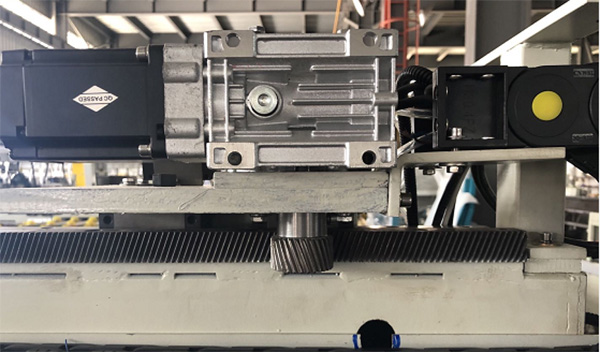
conveyor timing နှစ်ခုအား servo မော်တာနှစ်ခုဖြင့်မောင်းနှင်သည်။ ၎င်းသည်မြင့်မားသောတိကျမှု၊ အမြန်နှုန်းနှင့်ထပ်တူပြုခြင်း၏လက္ခဏာများပါဝင်သည်။
(ဂ) ရွေ့လျားကြိတ်ခွဲစက်။
ရွေ့လျားကြိတ်ခွဲသည့်အပိုင်းသည်ဘောလုံးနှစ်ခုလုံးပါ ၀ င်သည့်လမ်းညွှန်တစ်လျှောက်ရွေ့လျားနေသည်။ Servo မော်တာဖြင့်မောင်းနှင်သောဘောလုံး screw နှစ်ခုမှတစ်ဆင့်ဂီယာကိုထုတ်လုပ်သည်။ အပြည့်အ ၀ ကြိတ်ခွဲသည့်အပိုင်း၏အမြန်နှုန်းသည်တစ်မိနစ်လျှင် ၁၅ မီတာအထိရှိသည်။ ဤစနစ်တွင်ဘရိတ်နှင့်ဆုတ်ထားသည့်စနစ်လည်းပါ ၀ င်သည်။ ၎င်းသည်တည်ငြိမ်သောကြိတ်ခွဲခြင်းနှင့်သက်ရောက်မှုအားကိုရွေ့လျားစေသည်။ စက်၏တည်ဆောက်ပုံသည်ကြာရှည်စွာလည်ပတ်နေသည့်တိုင်ကြီးမားသောဖန်သားအတွက်ကြီးမားသောခံနိုင်ရည်အားကိုအာမခံနိုင်သည်။
d) နှစ်ထပ်တုံးတိုင်းတွင်ကားကန့်လန့်ဖြတ်ခြင်းမှကာကွယ်ရန်အလယ်အလတ်အနေအထားမှဖန်ကိုထောက်ပံ့သောရွေ့လျားနေသော grinidng အပိုင်းနှင့်အတူရွေ့လျားနေသော autoamtic အလယ်တန်းရထားလမ်းတစ်ခုရှိသည်။ အလွန်ကြီးမားသောအရွယ်အစားနှစ်ထပ်ရှိတွန်းရန်အတွက်လိုအပ်သောလက်ဖြင့်နေရာချနိုင်သည့်နောက်ထပ်သယ်ဆောင်နိုင်သောရထားလမ်းတစ်ခုကိုလည်းကျွန်ုပ်တို့ထောက်ပံ့ပေးသည်။
င) အထက်မှအောက်သို့ဆင်းသည့်စနစ်သည်လျှောစုပ်ပြားဖွဲ့စည်းပုံကိုအသုံးပြုပြီးရိုးရာလျှောလက်စနစ်အားပြproblemနာမရှိဘဲအသုံးပြုပါ
စ) တည်နေရာစနစ်။
Glass loading position system တွင်အပိုင်းလေးပိုင်းပါဝင်သည်။ ပုံသေ roller များ၊ ရွေ့လျားနေသော air gripping system, aligning blocks (ဘယ်ဘက်နှင့်တစ်ခုညာ)၊ top air press rollers (ဘယ်တစ်ခုနှင့် left တစ်ခု) ။ မှန်ဘီလူးကို positioning system အားဖြင့်တိတိကျကျချိန်ညှိ။ တင်းတင်းကျပ်ကျပ်ဖိထားသည်။ ဤစနစ်ကကြိတ်အတိပြီးတိကျမှုနှင့်ပိုလန်အကျိုးသက်ရောက်မှုကိုအာမခံသည်။
ဆ) လွယ်ကူသောညှိနှိုင်းမှု
အထက်ခြေရာခံစနစ်နှင့် Arris အထက်မော်တာများကိုမြှင့် / ချသည်ကိုမော်တာများကမောင်းနှင်သည်။ ကွဲပြားခြားနားသောဖန်အထူအရသိရသည်အလိုအလျောက်သတ်မှတ်နိုင်သည်။
(ဇ) လေမှုတ်စနစ်။
ပိုလန်ဘီးကို PLC နှင့် electromagnetic အဆို့ရှင်တို့ကထိန်းချုပ်ထားသောလေအားဖြင့်လည်ပတ်သည်၊ ဖန်ရှင်အနေအထားအရရှေ့သို့ / နောက်သို့ရွေ့နိုင်သည်။ ဤစနစ်သည်ဘီးများ၏ ၀ တ်ဆင်မှုကိုအလိုအလျောက်လျော်ကြေးပေးနိုင်သည်။ ဖန်ကိုပုံမှန်ဖိအားပေးခြင်းနှင့်တူညီသောပိုလန်ရလဒ်ရရှိခြင်း။
ပိုလန်မော်တာရွေ့လျားသည့်စနစ်သည်မြင့်မားသောတိကျမှန်ကန်သော linear slide slide rail ရထားကိုအသုံးပြုသည်။
ဈ) မြေအောက်ခန်းနှင့်ဘောင်:
ကျွန်ုပ်တို့၏စက်ရုံရှိမီးဖိုအားလောင်ကျွမ်းခြင်းဖြင့်ကုသသောထူထဲသောသံမဏိဖြင့်ပြုလုပ်သည်။ ကောင်းသောတည်ငြိမ်မှုနှင့် torsional အစွမ်းသတ္တိ, ဆန့်ကျင်ကွေးအစွမ်းသတ္တိကိုအတူ။
ည) မော်တော်
မြင့်မားသောတိကျမှုနိမ့်တုန်ခါမှု ABB variable ကိုကြိမ်နှုန်းမော်တာကိုသုံးပါ။ ကြိမ်နှုန်းအင်ဗာတာမှတစ်ဆင့်စက်၏အမြန်နှုန်းကို ၄၃၀၀RPM သို့တိုးနိုင်သည်။ စက်လည်ပတ်နှုန်းသည်တစ်မိနစ်လျှင် ၂၀ မီတာအထိတိုးနိုင်သည်။
မော်တာထိန်းချုပ်မှုစနစ်သည် overload / phase / short circuit ၏ကာကွယ်မှုလုပ်ဆောင်မှုရှိသည်။ အီလက်ထရောနစ်အစိတ်အပိုင်းများသည်နိုင်ငံတကာအမှတ်တံဆိပ်ကိုအသုံးပြုသည်။ စံအမျိုးအစားများကိုစျေးကွက်တွင်အလွယ်တကူတွေ့နိုင်သည်။ ၎င်းသည်ဖောက်သည်များ၏ပြုပြင်ထိန်းသိမ်းမှုကုန်ကျစရိတ်ကိုလျှော့ချပြီးထုတ်လုပ်မှုစွမ်းအားကိုတိုးစေသည်။
)) အပေါ် / အောက်ထုတ်လွှင့်စက် အချိန်ကိုက်ခါးပတ်ချမှတ်ပါ။
ဌ) ချောဆီကို:
linear screw နှစ်ခုပါ ၀ င်သည့် ball နှစ်ခုနှင့်ဘောလုံးလမ်းများကိုအလိုအလျောက်ရေနံစုပ်စက်ဖြင့်ချောဆီပေးသည်။
အဆိုပါစက်ကိုလည်းလျှောမျက်နှာပြင်ချောမွေ့သောလက်စွဲချောဆီကိုစုပ်စက်တပ်ဆင်ထားသည်။
)) အမြန်နှုန်းညှိခြင်း ကြိမ်နှုန်းအင်ဗာတာမှတဆင့်။
)) ရေတိုင်ကီ၊ ရေဗန်း၊ အပေါ် / အောက်အချိန်ခါးပတ်အဖုံး၊ linear guide rail / ball screw အဖုံးများကိုသံမဏိဖြင့်ပြုလုပ်သည်။
o) Amperometer မီတာ:
ဘီးအချိုးအစားစစ်ဆေးပါ။
အသေးစိတ်အချက်အလက်များ။
မော်တာကြိတ်စက်ကိုထောင့်ဖြတ်
အစားထိုး - ပြောင်းလွယ်ပြင်လွယ်ရေစိုခံဆက်သွယ်မှု module ကိုဒီဇိုင်း တက်နှင့်အနိမ့် arris မော်တာ ampermeter များအတွက်အသိဉာဏ်ညွှန်းကိန်း။
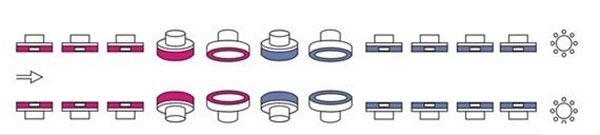
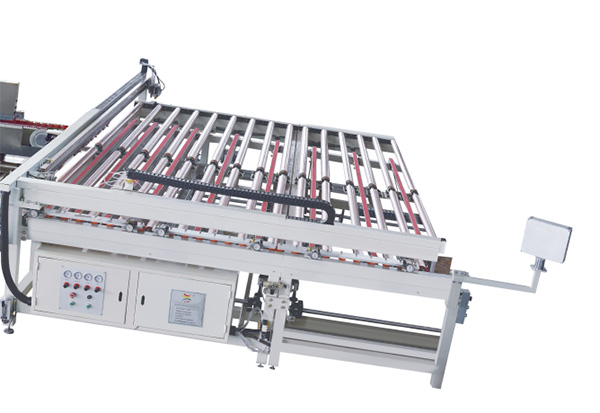
3. L- ပုံသဏ္Transferာန်လွှဲပြောင်းစားပွဲပေါ်မှာ။ roller စားပွဲပေါ်မှာနှင့်အချိန်ကိုက်ခါးပတ်။
ဒီစက်မှာ roller ထုတ်လွှင့်စနစ်နှင့်အချိန်ခါးပတ်ထုတ်လွှင့်မှုစနစ်ပါဝင်သည်။ roller ထုတ်လွှင့်မှုစနစ်ကိုကွင်းဆက်ဖြင့်မောင်းနှင်သည်၊ မြန်နှုန်းကိုချိန်ညှိနှုန်းနှင့်ကိုက်ညီသောအင်ဗာတာကထိန်းချုပ်သည်။
အချိန်ကောင်းဖြစ်သောခါးပတ်ထုတ်လွှင့်သည့်စနစ်ကိုမြှင့ ်၍ လျှော့ချနိုင်သည်။ ပထမ ဦး ဆုံးနှစ်ဖက်တလုံးမှဖန်များထွက်လာသောအခါအချိန်ကိုက်ခါးပတ်သည့်စနစ်ပေါ်လာလိမ့်မည်။ ဖန်ကိုညာဘက် positon သို့ရွှေ့ပြီး roller ထုတ်လွှင့်မှုစနစ်ကိုလျှော့ချလိမ့်မည်။
အချိန်ကိုက်ခါးပတ်ပေါ်ကိုစနစ်ကလူမီနီယံပရိုဖိုင်းကိုကိုယ်ခန္ဓာကိုအသုံးပြုပါ။
နည်းပညာဆိုင်ရာ parameters တွေကို
ထုတ်လုပ်မှုမြန်နှုန်း
| ပစ္စည်း | ဖန်ခွက်အထူ | မက်စ် အလုပ်လုပ်မြန်နှုန်း | ဖန်ချည်ပြီးပြီ |
|
1 |
4 - 6 မီလီမီတာ | 22 m / min | ကြမ်းတမ်းသောကြိတ် |
|
2 |
8 -10 မီလီမီတာ | ၁၈ မီတာ / မိနစ် | ကြမ်းတမ်းသောကြိတ် |
|
3 |
12 - 15 မီလီမီတာ | ၁၅ မီတာ / မိနစ် | ကြမ်းတမ်းသောကြိတ် |
|
4 |
4 - 6 မီလီမီတာ | ၁၆ မီတာ / မိနစ် | ဒဏ်ငွေ polishing |
|
5 |
8 -10 မီလီမီတာ | ၁၄ မီတာ / မိနစ် | ဒဏ်ငွေ polishing |
|
6 |
12 - 15 မီလီမီတာ | ၁၂ မီတာ / မိနစ် | ဒဏ်ငွေ polishing |
အလုပ်လုပ်မှုတိကျမှု:
| ပစ္စည်း | ဖော်ပြချက် | တိကျစွာ Range |
|
1 |
ထောင့်ဖြတ်မျဉ်းတိ | .50.5mm / m |
|
2 |
စင်ပြိုင်တိကျစွာ | .20.2mm / m |
|
3 |
Arris အရွယ်အစားတိကျ | .20.2mm / m |
|
ပစ္စည်း |
Parameter | Range |
|
1 |
မက်စ် ဖန်ခွက်အရွယ်အစား | 4200x2500 မီလီမီတာ |
|
2 |
min ။ ဖန်ခွက်အရွယ်အစား | ၃၅၀ x ၃၅၀ မီလီမီတာ middle တစ်ထောင့်တစ်နေရာတည်းမရှိဘဲနှစ်ထပ်တလုံး။400 x 400 mm - မျဉ်းကြောင်းတစ်ခုလုံး။ |
|
3 |
ဖန်ခွက်အထူ | 3 - 28 မီလီမီတာ |
|
4 |
Arris အကျယ်: | 1 - 3 မီလီမီတာ |
|
5 |
ကြိတ်ခွဲခြင်းအတိမ်အနက် | ၃ မီလီမီတာ (တစ်ဖက်တည်း) |
|
7 |
အကျယ်ညှိနှိုင်းမှုမြန်နှုန်း | ၁ မှ ၁၅ မီတာ / မိနစ် |
|
8 |
အလုပ်လုပ်လေထုဖိအား | ၀.၇ MPa |
| အလုပ်လုပ်သည့်အမြင့် | 920 - 960 မီလီမီတာ | |
|
9 |
အပြည့်အဝပါဝါ | 135 KW / 380V 50Hz 3P ပတ် ၀ န်းကျင် |